- 企業推廣分銷B2B平臺
- 累計為企業宣傳展示1.2億次以上
- 分銷模式,讓每個人都愿意幫您做生意
- 30多萬銷售員注冊,快速對接銷售渠道
用加工中心銑削石墨,對于新手來說是比較頭疼的。石墨組織中有大量的孔隙,因而比較疏松,密度小。石墨具有良好的潤滑性和耐磨性,抗彎強度和抗壓強度均較低,硬度較高脆性大。對于薄壁的石墨工件如薄壁電極加工時,刀具磨損快,切削時易產生讓刀,工件容易振動,產生邊角崩裂、掉邊等現象,是比較難加工的材料。

減小切削力是實現薄壁石墨電極高效、高質量、低成本加工的重要措施。
石墨銑削方法
采用石墨材料制作電火花加工中的電極,許多是用來加工模具中窄槽,這樣要求石墨電極必須很薄,有的壁厚只有0.1~1.0mm,長度達到100mm左右。而石墨強度低,硬度較高,脆性大,加工時最容易產生邊角崩碎、掉邊,甚至折斷。
主要原因是銑削時刀齒對工件產生沖擊,切削力波動大,壁薄剛性差產生振動或讓刀產生欠切或過切,如下圖所示。
1.提高工件裝夾剛性
石墨電極壁薄剛性差,為了減小切削時產生讓刀、振動、回彈,最主要的措施是提高工件的加工剛性。
1)對于厚度與長度比小于1:10的石墨電極,應采用“階梯對稱”銑削法,可以減少讓刀、振動,減少崩碎或掉邊現象。
2)對于厚度與長度比大于1:10以上的石墨電極,應將工件水平裝夾,并且下面用可調螺桿支撐,提高工件的剛性。可防止工件因讓刀而產生的欠切,也可以防止因銑刀剛性差產生彈性變形和過切現象。同時應從端部側面進刀,采用順銑進給路徑。若采用正面進刀逆式銑削,刀齒剛進人工件邊緣時,會對工件產生沖擊力,由于工件剛性不好產生波動,將會產生“扎刀”,輕者產生工件掉邊,重者將會使工件折斷。
3)對于壁厚與長度比大于1:20以上的石墨電極,采用夾與拉組合裝夾法。
將工件的長度加長10~15mm,在加長部分鉆φ4mm孔,工件一端夾緊,另-端用拉桿拉緊,這樣工件的剛性增強。如果壁厚與長度比在1:50以上,在工件下面加多個支承,進--步提高工件的剛性。這種裝夾方法可以采用較短的立銑刀,減小刀桿的變形量。
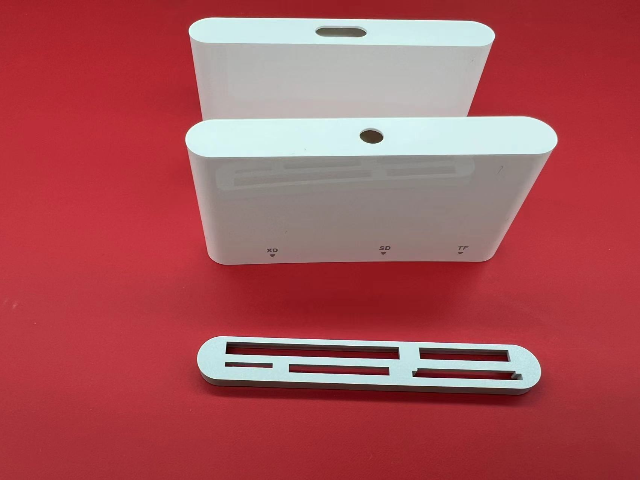
石墨件
2.使用多齒、小直徑、小螺旋角銑刀
盡量采用多齒銑刀,由于石墨脆性大,切下的切屑是細小的碎片和微細顆粒狀(粒徑為0.06~0.25mm),不需要較大容屑槽,排屑好,允許采用多齒銑刀;
參加切削的刀齒多,可使切削比較均勻、平穩,減少對工件的沖擊。銑刀直徑小,小直徑加上高轉速,切削力小,銑刀受到的轉矩小,減小銑刀的變形;切削力小,對工件的沖擊力小;小螺旋角可使向上的進給力小,減小切削時的振動。三者組合可減少石墨崩碎或掉邊。
3.干銑
銑削石墨應采用干銑,如有切削液滲入會影響石墨的純度,降低石墨電極的放電性能。高速銑削時,石墨的碎屑會飛揚,對人、機床和環境造成污染,應采用真空吸附裝置將粉塵吸到容器中,可經過濾再利用。